UV Inks
- Physical geometry, size and shapes of printhead channels, nozzles and the drive waveform profile are different for each printhead type. It is for these reasons that inks must be exactly tailored to operate for a specific printhead to enable reliable printing at wide operating windows.
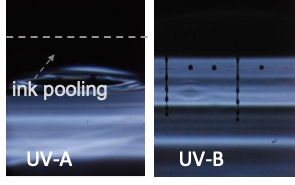
- Figure shows the jetting behaviour of two commercial UV inks having similar bulk properties. We are able to correctly predict the jetting conditions for reliable jetting without satellites.

- The Trimaster filament profiles just before and after break-up show different thinning and break-up behaviour.
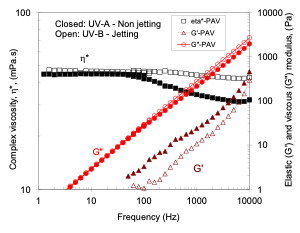
- High frequency rheology shows that both inks have similar rheological behaviour at lower frequencies (up to 100 Hz). However, they differ significantly at higher frequencies, closer the jetting conditions.
- CIJ ink viscosity changes in the system due to evaporation of fast drying solvent which could result in unreliable jetting. Since only a small fraction of the ink is being used for actual printing, solvent must be continually added to the recycled ink to compensate the evaporation that takes place during flight of the recycled drops.
- The photographs show that ink A jetted reliably between 5500 – 7500 ms. Ink B jetted well at 5500 ms but showed drastic failures at 7500 ms.

- The complex rheology analysis is able to show Newtonian behaviour at various frequencies. The data can also be triangulated with G’ to show its effect.

Good vs Bad CIJ Inks

- The Figure compares the differences in a jetting performance of two identical CIJ inks and their complex rheology. The jetting of the two inks from CIJ inkjet printer shows two distinct jetting behaviours despite having similar bulk properties. We are able to analyse where, how and when filament breaks with absolute precision.

- Confirmation of elasticity is quantifiable using the TriPAV where samples shows good degree of elastic modulus (G’) at higher frequencies. An “ideal” ink could then be predicted for the conditions.
Differences between identical bulk properties inks
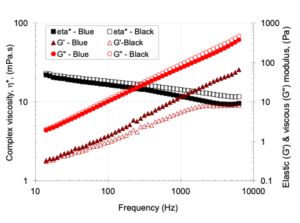
- Figure below demonstrates a usefulness of high frequency data to differentiate between identical inks.
- In the figure, blue and black ceramic inks from the same supplier having similar bulk and rheological behaviour at low frequencies but showed marked differences in the elastic modulus (G’) and complex viscosity at higher frequencies.
Further examples demonstrating TriPAV high frequency rheological differences between good and bad inks are illustrated elsewhere (Tuladhar, et al., 2009; Hoath, et al., 2009; Tuladhar, et al., 2011; Hoath, et al., 2014; Mackley, et al., 2016).
Influence of polymer concentration and molecular weight
- During ink formulation, wide range of additives such as surfactant, dispersant, binders are added to improve pigment dispersion, substrate behaviour and shelf-life. These additives could have considerable influence of the jetting behaviours.

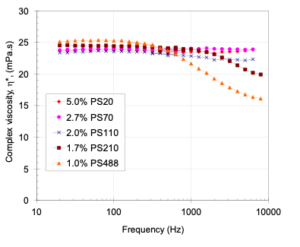
- The Figure above shows the influence of polystyrene molecular weight on the high frequency complex viscosity profile of otherwise identical bulk viscosity inks. All PS solutions show similar viscosity at lower frequencies (<200 Hz).
- However, high mol. wt. PS solutions deviate at higher frequencies showing shear thinning behaviour. From the ratio of elastic to complex modulus (G*), obtained from the TriPAV measurements, the elasticity at high frequency can be deduced.
Ceramic Inkjet Ink

- Photographs show the evolution of nozzle plate flooding over the time between two identical inks. The good ink showed little or no nozzle plate flooding, whereas bad ink quickly flooded the nozzle and stopped printing.

- TriPAV high frequency shows that though both inks had identical complex viscosity over the entire frequency ranges, the elastic modulus (G’) indicate that elasticity of the bad ink was significantly higher, which leads to very high in-flight extensional viscosity. This results in slower drop jetting velocity and nozzle flooding.

- Photographs above show the effect of increased polymer concentration on the jettability of five model monodisperse Polystyrene PS110 (molecular weight of 110,000 g/mol) solutions of different concentrations (0-1.0 wt.%) but matched viscosity of 17 mPa.s.
- Although the bulk physical properties were almost identical, the jetting behaviour were found to be very different.
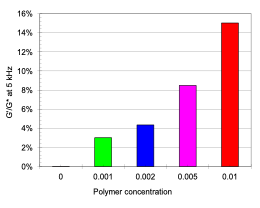
- Influence of polymer concentration and structure can be associated with the differences in elasticity.
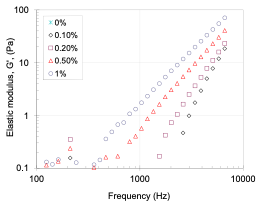
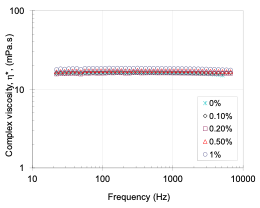
- Figure shows the effect of increased polymer concentration on the dynamic rheology of the five model PS110 solutions.
- Though the complex rheology and viscous modulus looked apparently identical for all five solutions , there were marked difference in the elastic modulus at higher frequencies .
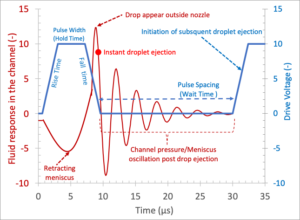
- Waveform plays an important role in reliably jetting the inkjet inks at the set target drop velocity and jetting frequency.
- The figure shows a typical binary waveform (Blue actuation pulse profile)used in inkjet to drive the ink out of the printhead.
- The key features of the waveform are the drive voltage and pulse width required to eject each drop or sub-drop from the printhead.
- The figure also shows a fluid response profile (Brown) represented as pressure or meniscus velocity in the printhead channel during waveform actuation.
- The timings of the slopes need to be analysed for optimum results.
Why TriPAV?
TriPAV printhead mode operations allow a simple, fast and reliable way to mimic how fluid would respond in printhead channel during waveform actuation. The TriPAV is almost identical to the printhead in the way it operates. TriPAV consists of active and passive piezoelectric element fixed to a 20 mm diameter lower metal plate with a top upper metal plate bolted in position.
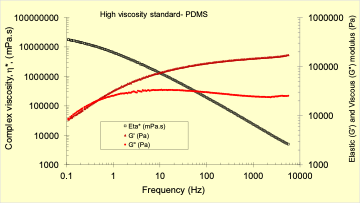
Polydimethylsiloxane (PDMS)
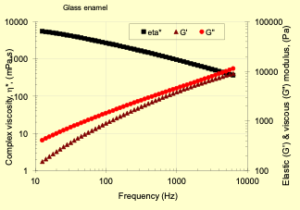
- Ceramic Enamel
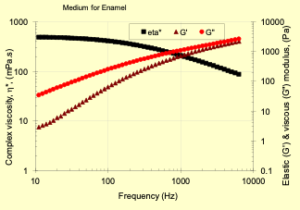
- Medium/Thinner for Ceramic enamel
- Mirror-back Enamel

- Resin solution

- Biogel

- 2% Agar Gel

Why do some high viscosity inkjet inks jet reliably whereas many other fails?
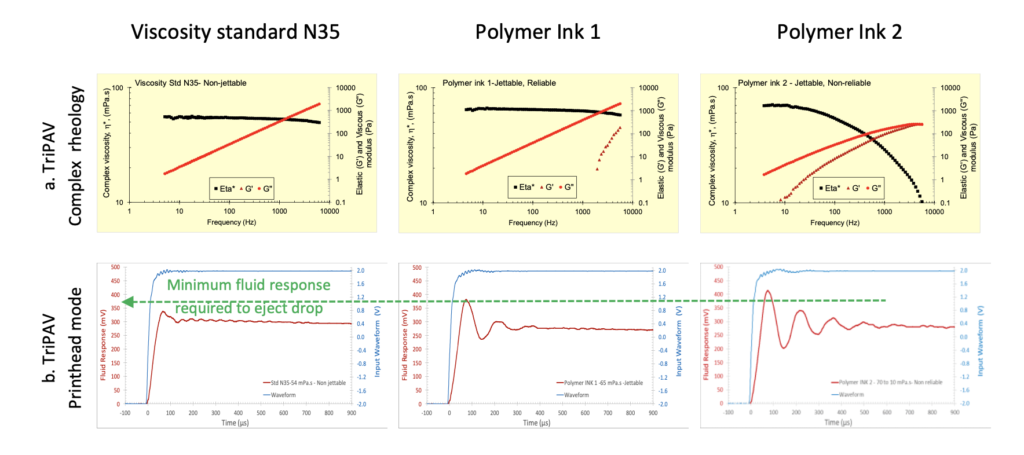
TriPAV high frequency complex rheology and TriPAV step-strain printhead mode analysis identify subtle differences in their dynamic fluid behaviour of high viscosity inks and hence their jetting behaviours.
- NON-JETTABLE – N35 (55 mPa.s viscosity standard):
- Newtonian
- Fluid peak response amplitude much below minimum ejection threshold
- NO drop ejection.
- JETTABLE & RELIABLE – POLYMER INK 1 (65 mPa.s):
- Fairly Newtonian with some degree of viscoelasticity
- Good fluid peak response amplitude above the minimum threshold ejection
- Good meniscus damping post jetting.
- JETTABLE & UNRELIABLE POLYMER INK 2 (70 to 10 mPa.s – frequency dependent):
- Highly Non-Newtonian viscoelastic fluid.
- Good peak amplitude above the minimum drop ejection threshold,
- Poor meniscus damping post jetting.